










Required Process:
The Assembly Cell for "intelligent" headrests consists of 14 individual stations that provide the highest process reliability.
All assembly steps are electronically monitored and documented. The data is acquired by an analysis and evaluated. Every assembled part is marked with a label that shows the generated test values.
The machine cycle time is less than 10-seconds, which means that more than 260 headrests are produced each hour.
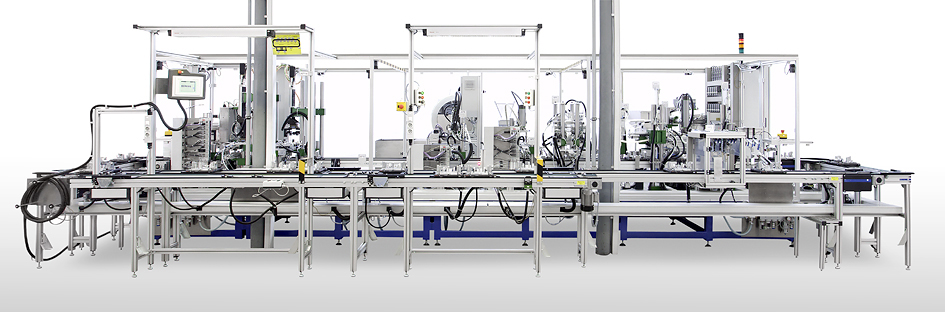
Individual work-stations of the assembly system
Station 1:
This station is the starting point of the assembly line; it used two manual workstations to load the part-fixture with the "ZB-release unit", a "Carrier-CAK" and a "Slide".
Station 2:
Automatic inspection cell to insure that all necessary subcomponents are present and in the correct position on the pallet
Station 3:
Inspection station for the manually assembled centering devices. Is the label present?
Station 4:
A linear conveyor system separates two guide-tubes per product, adjusts and positions them. Two grooved pins are "shot" into place and automatically pressed into the Carrier-CAK securing the guide tubes.
Station 5:
A lock-pin is separated and automatically inserted and secured into the "Slide" subassembly.
Station 6:
Two automatic grippers position the fed springs.
Station 7:
Confirms the position of the guide-springs and also automatically feeds and separates two washers, which are placed with a vacuum gripper over the guide tubes.
Station 8:
Two coil springs are simultaneously sorted, controlled and set in place over guide tubes and washers, using an automated dual gripper
Station 9-10:
Open positions – reserved for possible future expansion or additional processes.
Station 11:
The "slide" is automatically located and locked. The two pressure springs are positioned and tensioned and the guide tubes are set. The operator assembled "slide" from Station 1 is mounted to the "CAK-carrier". This "slide" unit causes the intelligent headrest to move forward towards the head of the driver at lightning speed during an accident so that the driver is effectively protected.
Station 12:
A simulated emergency test is performed: The "Release Unit" is verified by releasing the previously, completely assembled CAK-module and to make sure the function of the assembled headrest is fully tested. The test values, including date, time and operator ID-number is stored via data transfer to the attached computer. This data can be saved as an Excel-worksheet, for further processing and reading.
Station 13:
The completed CAK-module receives a label with the test results generated at the previous test station.
Final Station for the assembled headrest module:
The completed assemblies which have passed the functionality test are removed from the part pallet and packaged by the operator. Faulty assemblies (NOT OK) are sorted out and a display panel indicates the specific assembly or test failure so that the assembly can be reworked. At the repair station, the operator repairs the unit as needed.
