








Une pose automatique des câbles plats pour réduire les coûts et le poids
Les voitures légères épargnent aussi bien l'environnement que le portefeuille
Procédure à suivre :
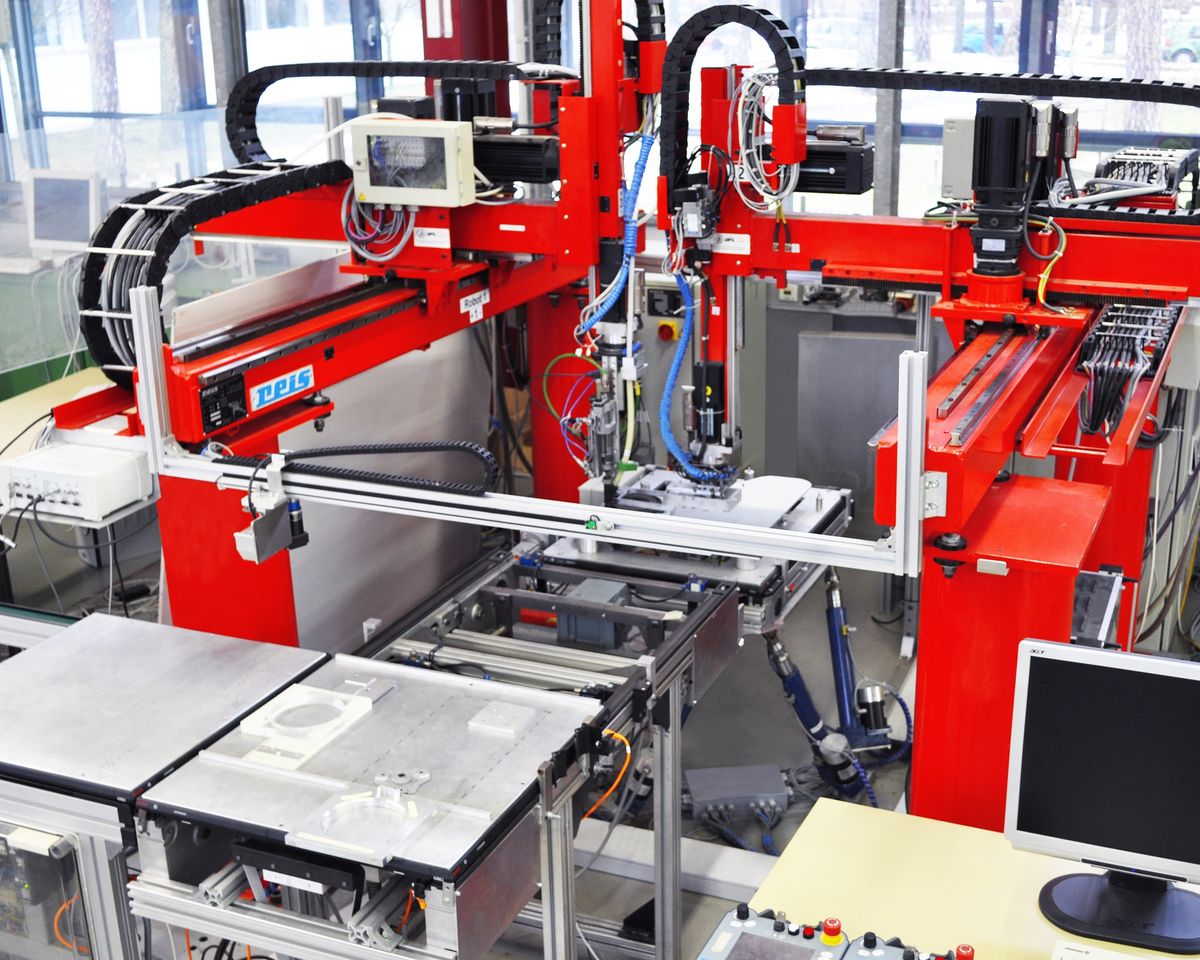
Les scientifiques de l'Institut pour l'automatisation de la fabrication et les systèmes de production (FAPS) à l'Université Friedrich-Alexander d'Erlangen-Nuremberg travaillent au traitement automatisé et l'assemblage des câbles conducteurs plats flexibles. Ils ont mis au point un prototype d'installation adéquat.
Le dispositif de recherche de la FAPS permet, à l'aide de robots, de poser des conducteurs plats multifilaires sur des modules tridimensionnels de surface (par ex. sur une portière de véhicule), et de les assembler à l'aide d'une colle thermofusible ou par soudage laser. Le brevet en instance "Pince à ressort à contact direct" est l'aboutissement de ce projet de développement.
Le raccordement électrique du haut-parleur avec le conducteur méplat de la portière du véhicule fait appel à un système de vissage complexe nécessitant une unité d'alimentation de vis et un système de préhension des connexions sophistiqués.
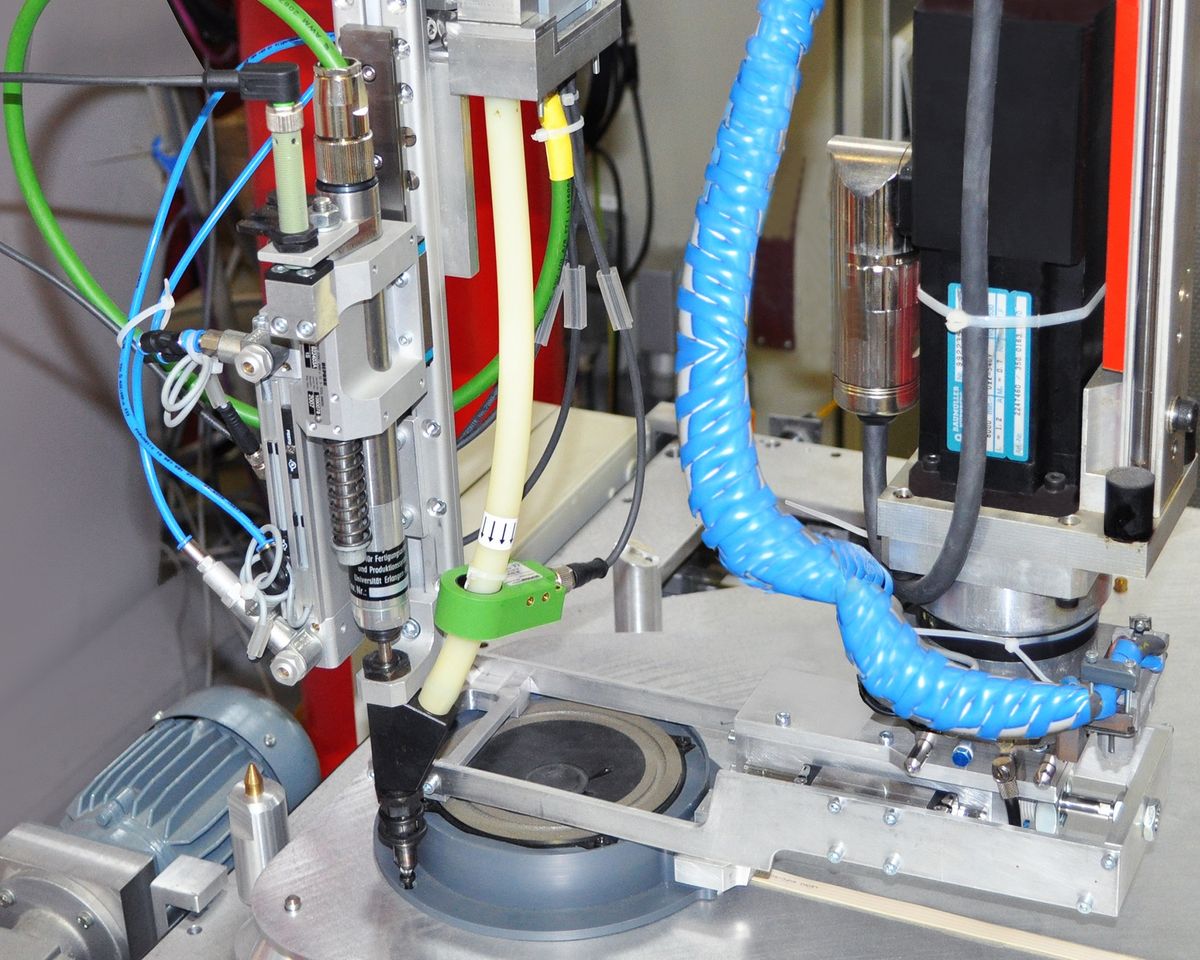
L'équipe dirigée par l'ingénieur Markus Michl s'est appuyée sur les broches de vissage, les systèmes d'alimentation et la technologie de contrôle de vissage de DEPRAG.
Le composant principal du système de vissage est constitué d'une visseuse DEPRAG de type MINIMAT-EC avec un couple de vissage de 0,7 à 4,2 Nm adapté à la présente utilisation. Chef de projet Markus Michl : "Du fait de sa petite taille et de son faible poids, cette broche de vissage s'est avérée être la plus adaptée pour le robot."
Un système d'alimentation fournit automatiquement les quatre vis M4 x 12 mm nécessaires pour l'assemblage du haut-parleur. Basé sur une technologie d'alimentation par vibrations, le chargement des vis se distingue par sa cadence et sa grande fiabilité.
Les vis sont assemblées selon un procédé en deux temps : la vis est d'abord introduite à vitesse réduite, puis serrée une fois à un couple prédéfini (1,2 Nm mini. / 1,8 Nm maxi.). Dès que le couple de vissage est atteint, la visseuse s'arrête automatiquement. Ce processus est surveillé par la commande séquentielle AST10 avec alimentation électrique intégrée et divers programmes de vissage standards préchargés, qui est intégrée dans le système de contrôle centralisé de la cellule d'assemblage. La commande séquentielle contrôle non seulement le processus de vissage, mais assure également la collecte des données, leur comparaison avec des bases de données externes et leur accès généralisé via Internet. Ses avantages résident dans sa grande précision, l'ergonomie de son logiciel, son interface http et son serveur Web intégré.
Le Dr Markus Michl a opté pour la commande de vissage DEPRAG AST10 "en raison de la perspective d'intégration simplifiée avec notre système de contrôle."

