Procédure à suivre : Poste d'entaillage et d'insertion par pression automatique lors de l'assemblage de moteurs et de transmissions pour brosses d'aspirateurs. Ce poste fait partie d'une chaîne d'assemblage complète, au sein de laquelle les différents postes sont reliés les uns aux autres par un système de transfert. La communication au sein du système de transfert est entièrement assurée par un système de lecture-écriture. Grâce à ce système, après chaque opération les étapes de traitement correspondantes sont mises à jour et les données transmises au poste suivant.
A l'aide d'un plateau tournant à 8 positions et 6 postes de travail, un temps de cycle total de de moins de 10 secondes par pièce a été atteint.
Ce système d'assemblage incorpore deux chargeurs vibrants issus du programme standard de DEPRAG, qui en commun avec un système de surveillance vidéo (détection du filetage gauche ou droit de l'entraîneur) veillent à l'ordre et à la position d'assemblage des pièces. Deux trémies à entraînement par courroie d'une capacité de remplissage de 10 litres chacune assurent une fourniture optimale des pièces.


Poste 4 : Redressement des entraîneurs vers le bas
A chaque poste, les supports sont fournis par un chargeur vibrant. Un système de surveillance vidéo vérifie que l'entraîneur avec le filetage à droite est disponible.
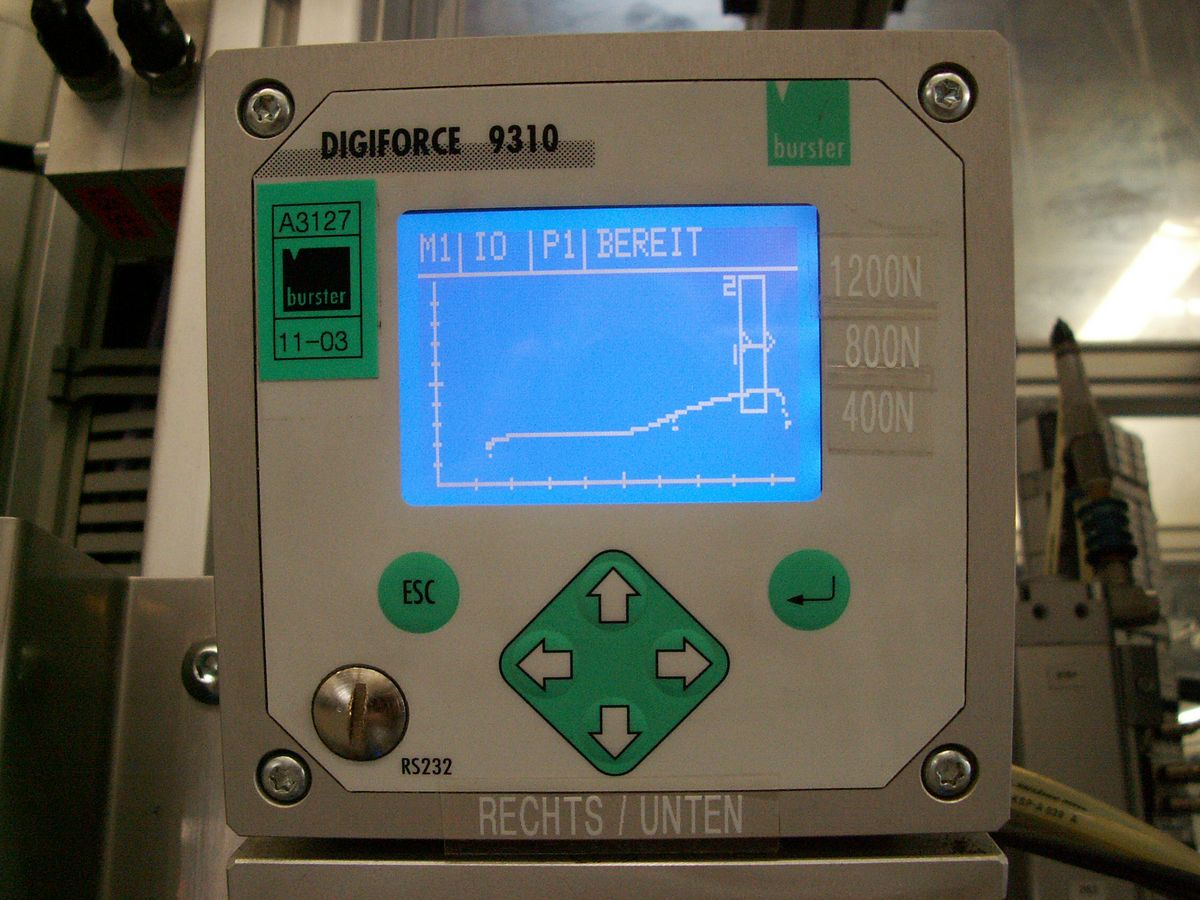
Les entraîneurs avec filetage à gauche sont automatiquement rejetés. À l'aide d'un système de manutention à vide, les entraîneurs sont positionnés dans l'unité de remontage. Le processus de remontage de l'entraîneur à l'arbre est surveillé par un système de mesure de force/distance (DIGIFORCE 9310) et la courbe est affichée graphiquement.