(Communiqué de presse, Septembre 2012)
Les nouveaux matériaux utilisés en carrosserie légère nécessitent de nouveaux systèmes de fixation
Les méthodes de construction légère en plein essor dans l'industrie automobile
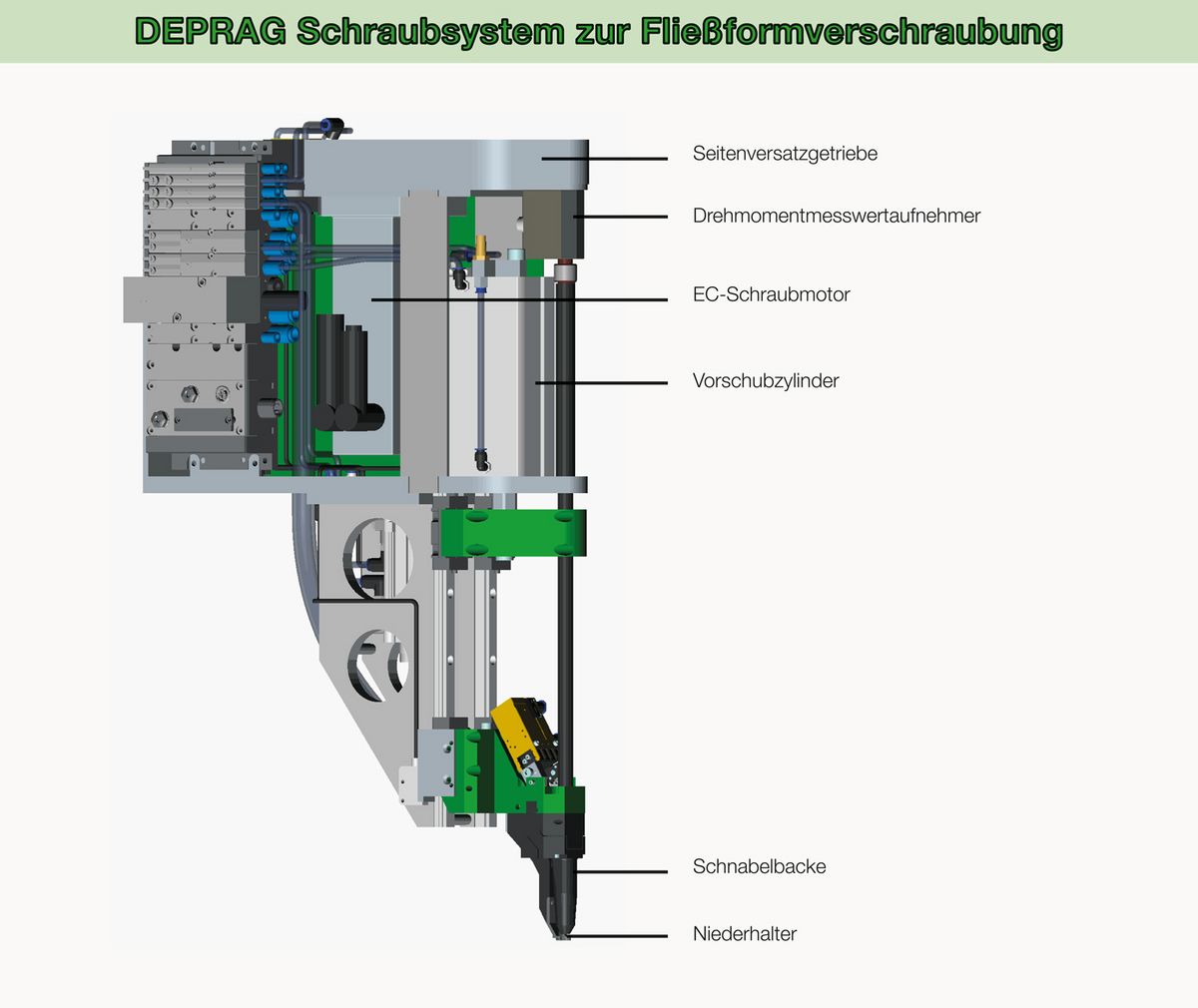
Le module de fonctions de vissage de DEPRAG pour fluotaraudage est adapté aux espaces les plus confinés
Priorité à la légèreté ! La voiture économe en énergie de demain arborera une carrosserie extrêmement légère obtenue à partir d'un mélange de matériaux. Les techniques d'assemblage classiques seront remplacées par des procédés entièrement nouveaux. L'un de ces nouveaux procédés est le fluotaraudage. La rédactrice en chef technique Trixy Schmidt a interrogé Jürgen Hierold, le directeur des ventes de DEPRAG SCHULZ GMBH & CO. KG à Amberg, sur les avantages de cette technique dans l'assemblage de carrosseries légères.
Trixy Schmidt : Les véhicules légers ont le vent en poupe, car ce sont les seuls qui répondent à la fois aux exigences des politiques et des consommateurs en termes de consommation d'énergie et d'émissions de CO2. Qu'est-ce que cela signifie pour la construction de carrosseries ?
Jürgen Hierold : Les carrosseries modernes sont constituées de différents matériaux, dont de l'acier, de l'aluminium et des alliages de magnésium. Au cours de l'assemblage, le soudage par résistance classique doit par conséquent être remplacé par d'autres méthodes. Le rivetage est une solution logique lorsque le point de fixation est accessible de deux côtés. Mais dans les autres cas, l'une des solutions les plus performantes est le vissage par fluage. Les vis FDS (Flow Drill Screw) assurent un raccordement hautement résistant et assemblent en toute fiabilité des plaques de différents matériaux.
Trixy Schmidt : Avec le fluotaraudage, des vis spéciales, proposées par plusieurs grands fabricants, sont fixées selon un processus en six étapes. Comment fonctionne cette technique ?
Jürgen Hierold : La vis FDS est placée sur la plaque d'aluminium ou d'acier non-forée, et l'opération de vissage débute. La vis appliquée à haute pression et à grande vitesse monte en température, le matériau commence à fluer, et il se forme une sorte de cratère à la surface de ce dernier. À l'étape suivante, la pointe de la vis pénètre dans le matériau composite, où elle forme un "entonnoir débouchant". Cette forme d'entonnoir permet l'accumulation de suffisamment de matériel pour appliquer un vrai filetage. Il se forme ainsi un filetage permettant d'accueillir ultérieurement, en cas de réparation, une vis "normale". Une fois cet orifice réalisé par fluage, la vitesse est réduite, le préserrage est appliqué à la vis jusqu'à ce que la tête vienne en appui, puis vient le serrage final des éléments de raccordement selon le couple et le l'angle de rotation prédéfinis.
Trixy Schmidt : Aucun élément de fixation supplémentaire (écrous, boulons) n'est requis ?
Jürgen Hierold : Absolument. Aucun élément de fixation supplémentaire n'est nécessaire, puisqu'au montage l'alésage et le filetage de la vis s'épousent parfaitement. Mais ceci n'est qu'un des nombreux avantages. Le facteur décisif tient également au fait que le fluotaraudage propose tous les paramètres nécessaires à un vissage fiable. Qui plus est : plus aucun perçage ou découpage préliminaire de la pièce n'est requis. Ceci se traduit par d'énormes économies dans la production des pièces de carrosserie. Le processus de vissage tout entier est désormais optimisé de manière à atteindre des temps de contact extrêmement courts. Pour les unités d'assemblage de carrosseries modernes, ceci signifie un temps de contact de moins de deux secondes par opération de vissage !
Trixy Schmidt : Pour en revenir au point de fixation : est-ce à dire que le point de fixation ne doit être accessible que d'un seul côté ? En d'autres termes, cette technique ne représente-t-elle un avantage que dans les espaces confinés ?
Jürgen Hierold : Il s'agit là effectivement du principal avantage du fluotaraudage. Là où il est possible d'accéder aux deux côtés de la jonction, j'opterais sans doute pour le processus de rivetage. Là où ce n'est pas le cas, le fluotaraudage est de loin la meilleure méthode de fixation. La visseuse n'a besoin d'accéder qu'à un seul côté !
Trixy Schmidt : En carrosserie automobile, le fluotaraudage est devenu une technique bien établie. Sur les véhicules les plus gros et selon le type de construction, plusieurs centaines de vis sont posées. Comment les vis y sont-elles montées ?
Jürgen Hierold : Il existe des mécanismes automatisés spécialement conçus pour cette technique de fixation. En règle générale, ces opérations sont exécutées par des robots. La visseuse - en tant qu' "extension du bras" - est positionnée et actionnée par le robot. L'unité de vissage monte ainsi vis après vis avec la plus grande fiabilité.
Trixy Schmidt : Même le spécialiste du vissage DEPRAG propose un système de fluotaraudage (FDS). En tant que directeur des ventes, vous connaissez très précisément les attentes de vos clients. Sur quelles caractéristiques de l'unité FDS de DEPRAG souhaitez-vous mettre l'accent ?
Jürgen Hierold : Nos gammes de produits, tels que les visseuses d'assemblage MINIMAT®-EC et MICROMAT®-EC, nos instruments de mesure et d'alimentation et nos unités de vissage et d'assemblage bénéficient de dizaines d'années d'expérience et d'améliorations et sont aujourd'hui des références dans le monde de l'automatisation. Ces techniques bien établies constituent la base du nouveau système de vissage mis au point pour le fluotaraudage. Une des exigences les plus courantes de nos clients en matière d'assemblage de carrosseries a trait aux raccords dans des espaces restreints. Cette prérogative a été particulièrement prise en compte par nos ingénieurs.
Trixy Schmidt : Est-ce que cela signifie que le système FDS de DEPRAG est particulièrement adapté aux opérations de fixation délicates près des arêtes gênantes ?
Jürgen Hierold : L'une des caractéristiques particulières de nos systèmes de fluotaraudage est son adéquation avec les espaces confinés. Grâce à un décalage latéral entre le moteur d'entraînement et l'axe de vissage, assuré par un mécanisme d'entraînement latéral avec un rapport de 1:1, la visseuse atteint même des emplacements de vissage séparés d'à peine 14 mm des arêtes gênantes. Ceci est assez exceptionnel.
Trixy Schmidt : Dans un tel processus de fixation, les vis sont très probablement alimentées de manière automatique. Les longs chemins d'approvisionnement d'une application robotique ne constituent-ils pas un obstacle ?
Jürgen Hierold : Oui, on peut le dire. La solution à cette contrainte se trouve dans notre nouveau produit : ce sont à chaque fois deux vis FDS qui sont insérées dans l'unité de vissage, et non pas une seule. Pendant le vissage de la première vis, la vis suivante est déjà positionnée dans la trémie. Ceci réduit le remplissage et contribue considérablement à optimiser le temps de contact par vis du processus d'assemblage. En outre, la taille et le poids des unités de vissage sont adaptés précisément à l'application robotique à laquelle elles sont destinées. Qui plus est, tous les ports sont intégrés dans l'unité de vissage afin de permettre une connexion rapide et simple à l'automate. Un autre point fort de notre développement : le dispositif de présentation de la vis - appelé bec - peut être échangé, via l'embout baïonnette, en un temps record sans besoin d'aucun outil. Dans le cas d'un changement de taille de vis, ou lorsqu'un démontage rapide doit pouvoir être effectué, ceci constitue un avantage énorme.
Trixy Schmidt : Dans le cas du fluotaraudage, le paramétrage des différentes étapes du processus s'avère particulièrement déterminant. Tandis que lors des phases d'échauffement et de fluage une pression d'application maximale et un régime élevé sont utilisés, le régime et la force d'application nécessaires pour la réalisation du filetage doivent être réduits. Au moment des étapes de serrage préalable et final du processus de vissage, la vitesse et la pression d'application doivent encore diminuer. L'unité de vissage FDS de DEPRAG doit alors être d'une grande flexibilité ?
Jürgen Hierold : Oui, le fluotaraudage nécessite un système de vissage extrêmement flexible. Dans la construction de carrosseries, par exemple, des centaines de vis et écrous doivent être fixés de manière compatible avec les nombreux types de matériaux, formes et épaisseurs de plaques utilisés. L'un des critères de qualité décisifs des opérations de vissage est le respect du couple et de l'angle de serrage spécifiés. Si l'on modifie l'un des paramètres au niveau du point de fixation, comme par exemple le contre-matériau, l'épaisseur de la plaque ou la géométrie de vissage, les couples de filetage s'en trouvent bien souvent également affectés. Si l'on modifie l'un des paramètres au niveau du point de fixation, comme par exemple le contre-matériau, l'épaisseur de la plaque ou la géométrie de vissage, les couples de filetage s'en trouvent bien souvent également affectés.
Trixy Schmidt : Que se passe-t-il lorsque le processus de d'habillage classique n'est pas suffisant ?
Jürgen Hierold : DEPRAG propose alors des techniques de vissage spécifiques, telles que par exemple le calcul du moment de mise hors tension sur la base de l'analyse du couple de taraudage pendant le vissage (procédure dite du coefficient de frottement). Ceci s'obtient par l'addition d'un couple de rotation prédéfini au couple de roulement obtenu. Les paramètres de vissage sont ainsi automatiquement adaptés aux différents cas de figure rencontrés au cours du processus d'assemblage.
Trixy Schmidt : Comment faire pour adapter les différents paramètres de vissage aux différentes étapes du processus ?
Jürgen Hierold : Ceci s'effectue à l'aide d'une unité de commande sophistiquée mise au point par DEPRAG. Le logiciel de commande (AST) utilisé pour piloter ces étapes délicates s'appuie sur les nombreuses normes éprouvées de la visseuse EC-Servo de DEPRAG commandée par capteur. Ce logiciel est bien établi et apprécié des opérateurs. Il permet d'effectuer en toute simplicité un paramétrage du processus complexe de fluotaraudage. Un composant supplémentaire est le système de commande DPU (DEPRAG PROCESS UNIT) avec son logiciel convivial standard.
Trixy Schmidt : Un système de mesure surveille chaque étape du le procédé d'assemblage complexe. Les différents capteurs placés à la fois dans le bec et la course des visseuses de l'unité FDS de DEPRAG comparent, au moment du positionnement et de l'accroche de la pièce, sa position réelle par rapport à une valeur de référence. Que se passe-t-il si les valeurs ne correspondent pas ?
Jürgen Hierold : Si la géométrie de la pièce ne correspond pas à la valeur de référence, parce qu'elle induit par exemple une déformation de la plaque à fixer, l'opération de vissage est automatiquement adaptée à la déformation de la plaque. Vient ensuite le démarrage du processus de vissage. Lors de la phase finale, l'état du processus d'assemblage est enfin déterminé. Les paramètres de vissage sont évalués individuellement, comparés avec les valeurs prédéfinies et, s'ils se situent à l'intérieur des plages de tolérance données, validés par un message OK. Ceci permet un contrôle de qualité continu.
Trixy Schmidt : Pour les premières étapes du vissage, au cours desquelles se forment le cratère et l'entonnoir débouchant, le moteur du nouveau système de vissage FDS doit compter sur des pressions de contact et des vitesses de rotation élevées. Quel système d'entraînement a été incorporé par les ingénieurs de DEPRAG ?
Jürgen Hierold : Pour ce qui est du système d'entraînement de la broche de vissage, les constructeurs ont opté pour un moteur éprouvé EC de la série MINIMAT® et MICROMAT® tournant à 6000 tr/min et développant un couple de vissage de 15 Nm. L'alimentation assurant l'adhérence entre les éléments d'assemblage et l'outil de vissage est assurée par un vérin pneumatique piloté par soupape proportionnelle. piloté par une vanne proportionnelle. De même, un vérin pneumatique avec une soupape proportionnelle fournit la pression de contact élevée au début de la procédure de vissage (max. 3000 N). La combinaison exceptionnelle de ces différentes forces se traduit par un système de vissage très puissant et très flexible.
Trixy Schmidt : La construction légère moderne dans l'industrie automobile n'est qu'un exemple d'application du fluotaraudage. Dans quelle autre industrie est-il utilisé ?
Jürgen Hierold : Fondamentalement dans tout ce qui a trait à l'assemblage de plaques de métal les unes avec les autes. Les avantages du processus de fluotaraudage se révèlent surtout lorsque le point de fixation est accessible uniquement d'un côté ou que l'on souhaite simplifier ou optimiser un processus de montage en réduisant le nombre de perçages nécessaires. Une application classique au-delà de l'assemblage de carrosserie est ainsi par exemple le montage des soi-disant "produits blancs", tels que les réfrigérateurs ou les lave-vaisselles.
Trixy Schmidt : Je vous remercie pour cet aperçu très intéressant sur la technique innovante du fluotaraudage.
En matière d'assemblage automatisé, la société DEPRAG SCHULZ & CO. KG s'impose comme un partenaire de renom avec une grande expertise dans les domaines des servo-visseuses et visseuses EC, des technologies de mesure sophistiquées, des systèmes d'alimentation complets et des moteurs et outils pneumatiques. Le prestataire de services complets est représenté dans plus de 50 pays par quelques 600 collaborateurs.
Contact presse :
Dagmar Dübbelde
DEPRAG SCHULZ GMBH & CO. KG
Carl-Schulz-Platz 1
D-92224 Amberg
Tel : 09621 371-343
Fax : 09621 371-199
Courriel : d.duebbelde@deprag.de