Atteindre une force de sollicitation constante est l'objectif principal du vissage de deux ou plusieurs pièces à visser. La stratégie habituelle de serrage « vissage sur couple prédéterminé » offre la solution lorsque les caractéristiques requises pour le procédé de serrage à couple contrôlé sont disponibles dans une qualité optimale constante.
Le traitement de vis autotaraudeuses et de vis autoperceuses pose un défi particulier. Des différences de qualité des composants, telles que les variations de la géométrie des vis et / ou du trou, de la structure du matériau de la vis, l'évolution des textures de surface du filet de vis ou du forage et des éléments à ressort ainsi que des phénomènes d'affaissement apparaissent lors de couples de serrage inconstants au cours des processus de formage ou d'auto taraudage du filet.
Lors de vissages supérieurs aux valeurs prédéterminées du serrage final, les couples de serrage inconstants produisent des forces de précontrainte inconstantes et entraînent
- des dommages sur la vis ou les pièces à visser (rupture)
- la défaillance de la vis (perte de la force de précontrainte)
- l'incapacité d'enfoncer la vis jusqu'à affleurement.
Dans ces cas, le contrôle de vissage par friction DEPRAG offre la solution :
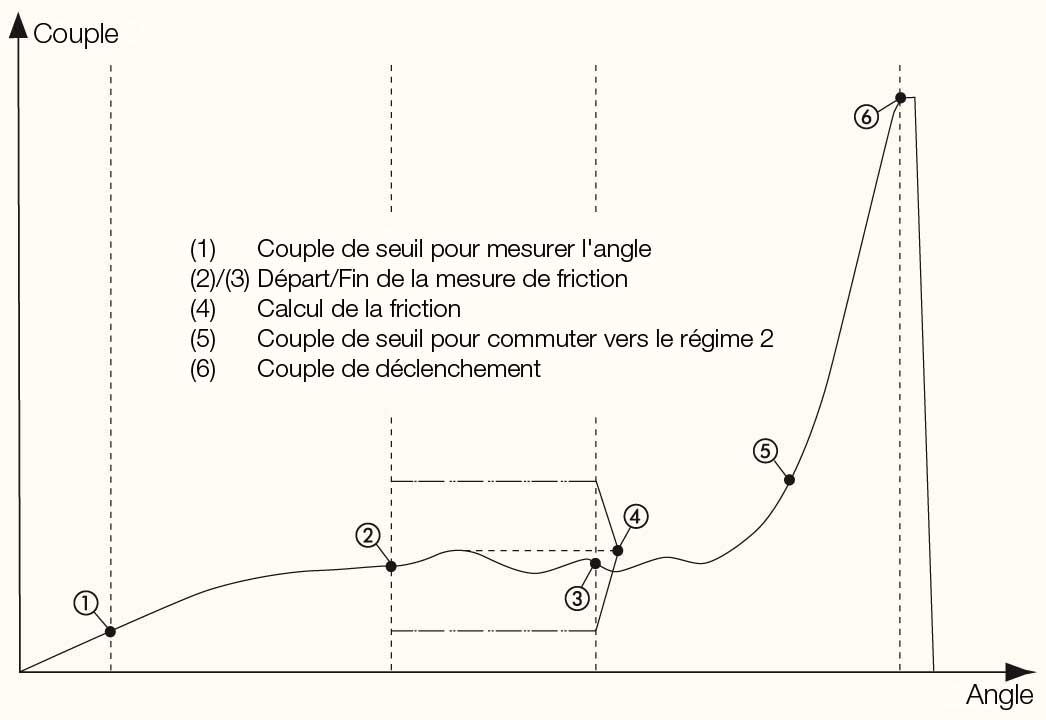
Les couples de serrage appliqués pour le processus de formage ou d'auto taraudage sont enregistrés pendant le vissage dans une plage angulaire paramétrable, permettant ensuite de calculer une moyenne (= friction). La friction détermine (par l'intermédiaire d'un couple de seuil) le prochain serrage par un couple différentiel. La somme de la friction et du couple différentiel correspond au couple de déclenchement.
Avantage :
La force de précontrainte requise est appliquée en dépit des variations de couple qui se produisent pendant le processus de formage ou d'auto taraudage.
Inconvénient :
En raison des frictions inconstantes, les valeurs du serrage final ne sont pas constantes.
Par conséquenet, une évaluation de la qualité de chaque vissage par le biais des valeurs du serrage final (par exemple, l'indice Cmk) n'est pas possible.
La qualité peut être évaluée par les mesures de la valeur du couple différentiel ou d'une valeur d'angle de rotation, mesurée à partir du couple de seuil jusqu'au couple de déclenchement.