








Fachartikel
Schraubtechnik
(Fachartikel, September 2012)
Alternative Materialien im Leichtbau erfordern neue Fügeverfahren
Vorfahrt für leichte Karossen im Autobau
DEPRAG Schraubfunktionsmodul setzt Fließformschrauben auch an Engstellen
Leichtbau hat Vorfahrt! Das energieeffiziente Auto der Zukunft verfügt über eine extrem leichte Karosserie aus verschiedenen Werkstoffen. Die herkömmliche Montage wird durch alternative Technik abgelöst. Eine dieser Fügetechniken ist die Fließformverschraubung. Fachredakteurin Trixy Schmidt informierte sich bei Jürgen Hierold, Vertriebsleiter beim Schraubspezialisten DEPRAG SCHULZ GMBH u. CO. KG in Amberg, über die Vorteile dieser Schraubtechnik im Leichtbau der Karosseriefertigung.
Trixy Schmidt: Leichte Fahrzeuge sind auf der Überholspur, denn nur sie erfüllen die Ansprüche von Politik und Verbrauchern, was den Energieverbrauch und den CO2-Ausstoß betrifft. Was bedeutet das für den Karosseriebau?
Jürgen Hierold: Im modernen Karosseriebau verbindet man Materialien wie Stahl, Aluminium oder Magnesiumlegierungen. In der Montage wird dadurch das herkömmliche Widerstandsschweißen durch alternative Fügeverfahren abgelöst. Nieten ist ein mögliches Verfahren, wenn die Verbindungsstelle von zwei Seiten zugänglich ist. Schließt die Konstruktion dies aus, bieten sich Verschraubungen mit Fließformschrauben als Problemlöser an. Sie schaffen eine hochfeste Verbindung und verschrauben Bleche unterschiedlicher Materialien prozesssicher.
Trixy Schmidt: Bei der Fließformverschraubung werden Spezialschrauben, von mehreren renommierten Anbietern auf dem Markt verfügbar, in sechs Schritten gesetzt. Wie funktioniert diese Technik?
Jürgen Hierold: Die Fließformschraube wird auf das nicht vorgebohrte Alu- oder Stahlblech aufgesetzt, der Schraubvorgang beginnt. Die mit hohem Druck angepresste und mit großer Drehzahl rotierende Schraube entwickelt nun starke Reibungswärme, das Material beginnt zu fließen und eine Art Krater wird gebildet. Im nächsten Schritt durchdringt die Schraubenspitze den Werkstoffverbund und bildet dabei einen Durchzugstrichter aus. Durch diese Trichterform bildet sich genügend Material, um mehrere Gewindegänge aufbringen zu können. Es entsteht dabei ein Maschinengewinde, das im Reparaturfall auch eine ganz normale Schraube aufnehmen kann. Nach dem Ausformen des Gewindes folgt der Voranzug der Schraube bis zur Kopfauflage und danach der Endanzug des Verbindungselements auf die zuvor festgelegten Schraubparameter Drehmoment und Drehwinkel.
Trixy Schmidt: Man benötigt keine zusätzlichen Sicherungselemente wie Muttern oder Bolzen?
Jürgen Hierold: Zusätzliche Sicherungselemente sind nicht erforderlich. Bei der Fließformverschraubung wird das Mutterngewinde direkt im Durchzugstrichter ausgeformt. Doch dies ist nur ein Vorteil. Entscheidend ist auch die Tatsache, dass alle bei der prozessgesicherten Verschraubung notwendigen Parameter auch bei der Fließformverschraubung zur Verfügung stehen. Und: Ein vorbereitendes Bohren oder Stanzen der Bauteile entfällt gänzlich. Dies bietet enorme Rationalisierungseffekte in der Fertigung der Blechteile. Der ganze Schraubvorgang ist mittlerweile so optimiert, dass in der Montage enorm kurze Taktzeiten realisiert werden. Für den modernen Karosseriebau bedeutet dies eine Taktzeit pro Verschraubung von kleiner zwei Sekunden!
Trixy Schmidt: Zurückkommend auf die Verbindungsstelle: Bedeutet das, dass die Verbindungsstelle nur von einer Seite für den Schraubprozess zugänglich sein muss? Das ist doch ein großer Vorteil bei beengten Schraubstellen?
Jürgen Hierold: Das genau ist der große Pluspunkt bei der Fließformverschraubung. Wo ich von zwei Seiten an die Verbindungsstelle gelangen kann, wähle ich vermutlich das Nietverfahren. Wo nicht, ist die Fließformverschraubung das optimale Verbindungsverfahren. Der Schrauber benötigt nur den Zugang von einer Seite!
Trixy Schmidt: Im Karosseriebau der Automobilindustrie ist die Fließformverschraubung mittlerweile eine etablierte Technik. In größeren Fahrzeugen werden je nach Konstruktion mehrere hundert Schrauben gesetzt. Wie werden die Schrauben dort montiert?
Jürgen Hierold: Es gibt für diese Verbindungstechnik spezielle Schraubautomation. Üblicherweise kommen in der Karosseriemontage Roboter zum Einsatz. Der Schraubautomat - als „end of arm tooling“ - wird vom Roboter an die einzelnen Schraubpositionen bewegt. Die Schraubeinheit setzt daraufhin prozesssicher Schraube für Schraube.
Trixy Schmidt: Auch der Schraubspezialist DEPRAG ist mit einem neu entwickelten Fließlochschraubsystem (FLS) auf dem Markt. Als Vertriebsleiter kennen Sie die Kundenwünsche ganz genau. Welche Features der DEPRAG FLS-Einheit würden Sie besonders hervorheben?
Jürgen Hierold: Unsere ausgereiften Produktlinien wie die Einbauschrauber der Reihen MINIMAT®-EC und MICROMAT®-EC, die DEPRAG Mess- und Zuführtechnik sowie Schraubstationen und Montageanlagen sind in der Automation ein fester Begriff und seit Jahrzehnten erprobt. Diese etablierte Technik bildet die Grundlage unserer Entwicklung für die Fließformverschraubung. Eine der klassischen Forderungen unserer Kunden im Karosseriebau ist die Verschraubung bei beengten Platzverhältnissen. Dieser Thematik haben sich unsere Entwickler besonders angenommen.
Trixy Schmidt: Bedeutet das, das DEPRAG FLS-System ist besonders für kniffelige Schraubfälle in der Nähe von Störkanten geeignet?
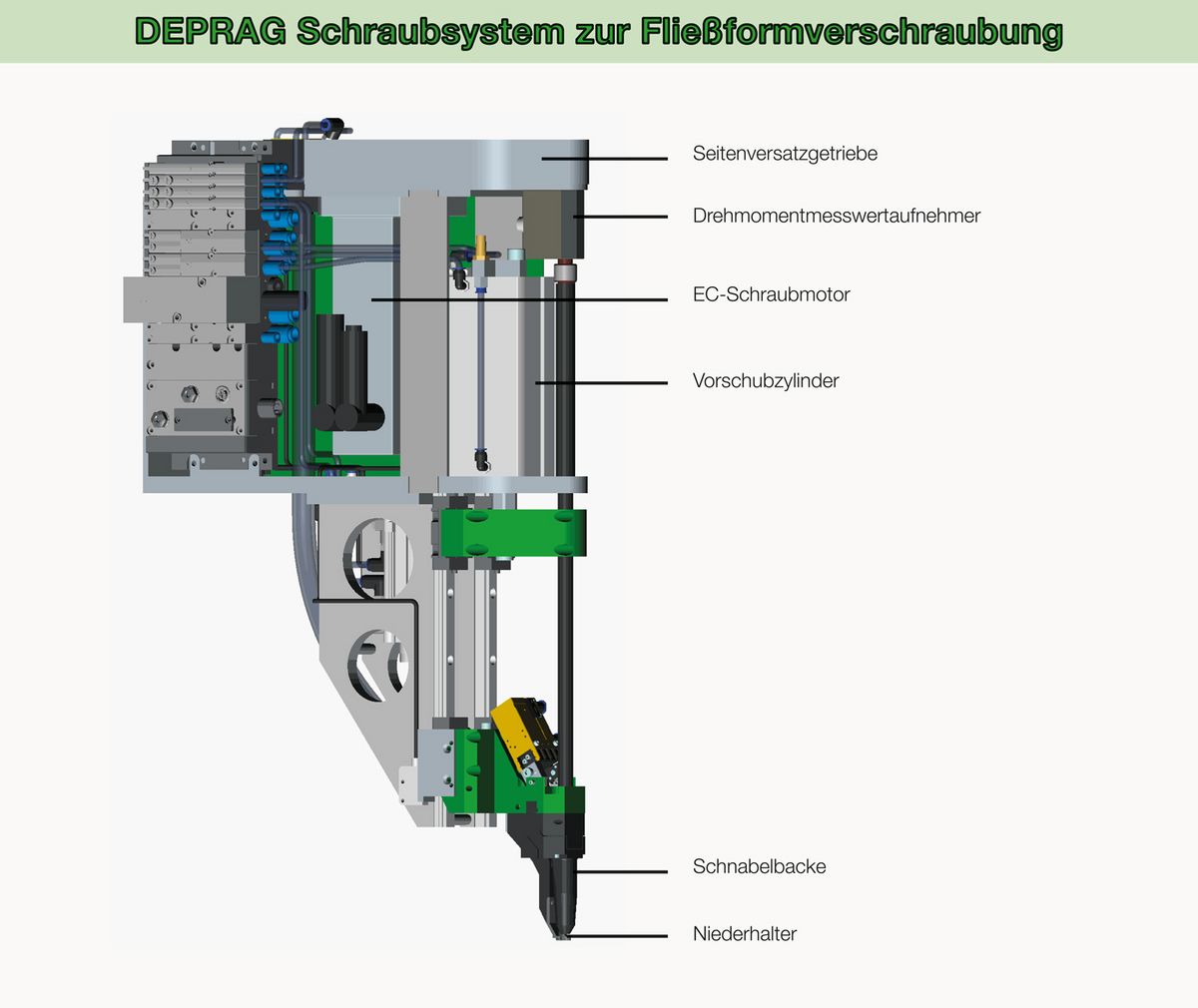
Jürgen Hierold: Ein herausragendes Attribut unseres Fließlochschraubsystems ist seine Auslegung für beengte Schraubstellen. Durch den seitlichen Versatz von Antriebsmotor und Schraubachse mit Hilfe eines Seitenversatzgetriebes in der Übersetzung 1:1 gelangt der Schrauber auch an Schraubstellen, die nur minimale 14 Millimeter von einer Störkante entfernt liegen. Das ist einzigartig.
Trixy Schmidt: In einem solchen Schraubprozess werden die Schrauben sicherlich vollautomatisch bereitgestellt. Sind die langen Zuführwege in einer Roboteranwendung nicht hinderlich?
Jürgen Hierold: Ja, das kann man wohl sagen. Die Lösung dieser Anforderung finden Sie in unserer Neuentwicklung: Es werden stets zwei Fließformschrauben im Schraubsystem zugeführt. Während die erste verschraubt wird, wird die nächste Schraube bereits im Bunker bereitgestellt. Das reduziert die Nachfüllzeit und trägt deutlich zur Optimierung der Taktzeit in der Robotermontage bei. Darüber hinaus sind Größe und Gewicht des Schraubautomaten optimal an die Roboterverwendung angepasst. Des weiteren sind alle Anschlüsse so in der Schraubeinheit integriert, dass eine einfache und schnelle Verbindung mit dem Roboter möglich ist. Ein weiteres Highlight unserer Entwicklung: Die Positioniervorrichtung der Schraube - das sogenannte Mundstück - kann über den Bajonettverschluss in kürzester Zeit ohne zusätzliche Werkzeuge ausgetauscht werden. Bei einer Umstellung auf z.B. eine andere Schraubengröße oder wenn eine schnelle Entstörbarkeit gewährleistet sein muss, ist dies von enormen Vorteil.
Trixy Schmidt: Besonders entscheidend ist die Parametrierung der verschiedenen Prozessschritte beim Fließformverschrauben. Während in den Phasen Erwärmen und Fließen mit maximalem Anpressdruck und hoher Drehzahl gearbeitet wird, wird dann für das Gewindeformen weniger Drehzahl und Anpresskraft benötigt. Bei den Schraubschritten Vor- und Endanzug schließlich sind Drehzahl und Anpressdruck nochmals reduziert. Die DEPRAG FLS-Schraubeinheit muss also sehr flexibel sein?
Jürgen Hierold: Ja, für die Fließformverschraubung benötigt man ein extrem flexibles Schraubsystem. Beim Karosseriebau beispielsweise werden hunderte Schrauben gesetzt, die aufgrund der eingesetzten Materialien, Formen und Blechdicken mit unterschiedlichen Schraubenanzugsparametern angezogen werden müssen. Entscheidendes Qualitätsmerkmal bei der Verschraubung ist das Erreichen der vorgeschriebenen Drehmoment- und Drehwinkelwerte. Ändern sich die Gegebenheiten an der Schraubstelle, wie z.B. die Materialpaarung, Blechstärke oder die Schraubgeometrie, so ändern sich meist auch die Gewindeformmomente. Um alle Verschraubungen mit einem einzigen Schraubsystem durchführen zu können, reicht die Kontrolle der klassischen Anzugsparameter Drehmoment und Drehwinkel unter Umständen nicht mehr aus.
Trixy Schmidt: Wenn das klassische Anzugsverfahren nicht ausreicht, was dann?
Jürgen Hierold: DEPRAG bietet dann eigene Schraubverfahren an, die beispielsweise basierend auf der Auswertung des Furchmomentes während der Verschraubung (Reibwertverfahren) das Abschaltmoment individuell berechnen. Dieses ergibt sich durch Addition eines vorher definierten Drehmomentwertes zum ermittelten Furchmoment. Die Verschraubungsparameter werden also automatisch an variierende Schraubstellen-gegebenheiten angepasst.
Trixy Schmidt: Wie werden die verschiedenen Prozessschritte mit den unterschiedlichen Anzugsparametern gesteuert?
Jürgen Hierold: Mit einer modernen DEPRAG Ablaufsteuerung. Die zur Steuerung dieser heiklen Ablaufschritte verwendete Software der Steuerung (AST) basiert auf den vielfach bewährten Standards der Sensor gesteuerten DEPRAG EC-Servoschrauber. Diese Software ist etabliert und den Bedienern vertraut. Benutzerfreundlich ermöglicht sie ein einfaches Parametrieren des komplexen Fließformschraubprozesses. Eine zusätzliche Komponente ist die hochwertige Anlagensteuerung DEPRAG PROCESS UNIT (DPU) mit bedienerfreundlicher Standardsoftware.
Trixy Schmidt: Ein digitales Weg-Messsystem überwacht die Prozessschritte des komplizierten Fügeverfahrens. Die entsprechende Sensorik im Mundstück und im Schrauberhub der DEPRAG FLS-Einheit vergleicht beim Aufsetzen und Anfahren auf dem Bauteil den IST-Zustand mit dem hinterlegten SOLL-Wert. Was geschieht, wenn die Werte nicht übereinstimmen?
Jürgen Hierold: Stimmt die Teilegeometrie nicht mit dem Referenzwert überein, weil sich beispielsweise das Blechteil durchbiegt, wird der Schraubvorgang automatisch an die jeweilige Blechverformung angepasst. Erst danach erfolgt die Startfreigabe für den Schraubprozess. In der Endphase wird schließlich der Zustand des Fügeprozesses ermittelt. Die erzielten Schraubparameter werden individuell ausgewertet, mit den Referenzwerten verglichen und, wenn im Toleranzbereich, mit der Meldung „in Ordnung“ bestätigt. Auf diese Weise ist eine fortlaufende Qualitätskontrolle gegeben.
Trixy Schmidt: Der Motor des neuen FLS-Schraubsystems muss über hohe Andruckkräfte und Drehzahlen für die ersten Schraubphasen verfügen, in denen Krater und Durchzugstrichter gebildet werden. Für welchen Antrieb haben sich die DEPRAG-Entwickler entschieden?
Jürgen Hierold: Als Antriebsmotor für die Schraubspindel haben die Konstrukteure auf einen bewährten EC-Motor aus der MINIMAT® und MICROMAT® Reihe mit 6000 1/min und 15 Nm Drehmoment zurückgegriffen. Den Vorschub für den Kraftschluss der Fließformschraube mit dem Schraubwerkzeug leistet ein Druckluftzylinder, der durch ein Proportionalventil gesteuert wird. Für den hohen Anpressdruck zu Beginn des Schraubvorgangs (max. 3000 N) sorgt ebenfalls ein Druckluftzylinder mit Proportionalventil. Das herausragende Zusammenspiel der Kräfte macht das Schraubsystem so überaus leistungsstark und hochflexibel.
Trixy Schmidt: Der moderne Leichtbau in der Automobilindustrie ist ja nur ein Anwendungsbeispiel für die Fließformverschraubung. Wo kommt sie noch zum Einsatz?
Jürgen Hierold: Grundsätzlich überall da, wo Bleche montiert werden. Die Vorteile des Fließformverschraubens zeichnen sich vor allem dort aus, wo die Schraubstelle nur von einer Seite zugänglich ist oder durch das Weglassen von Durchgangsbohrungen Rationalisierungseffekte erzielt werden sollen. Eine klassische Anwendung über den Karosseriebau hinaus findet sich so z.B. bei der Montage der so genannten „weißen Ware“, wie Kühlschränken und Geschirrspülern.
Trixy Schmidt: Vielen Dank für den interessanten Einblick in die innovative Technik der Fließformverschraubung.
Wenn es um automatisierte Montage geht, ist die DEPRAG SCHULZ GMBH u. CO. KG ein gefragter Ansprechpartner mit hoher Kompetenz in den Bereichen EC-Servoschrauber und EC-Schrauber, ausgefeilter Messtechnik, umfassender Zuführtechnik, Druckluftmotoren und Druckluftwerkzeugen. Der Fullserviceanbieter ist weltweit in über 50 Ländern vertreten und beschäftigt mehr als 600 Mitarbeiter.
Pressekontakt:
Dagmar Dübbelde
DEPRAG SCHULZ GMBH u. CO. KG
Carl-Schulz-Platz 1
D-92224 Amberg
Tel: 09621 371-343
Fax: 09621 371-199
Email: d.duebbelde@deprag.de



Copyright Bilder:
Bitte beachten Sie unser Impressum. Einige Bilder unterliegen dem Urheberrecht Dritter. Eine Verwendung ohne Angabe der Quelle sowie die Veränderung oder Verwendung für einen anderen Zweck ist nicht gestattet.