








Udržování konstantní kvality výroby vyžaduje použití nejpřesnějších výrobních prostředků a vhodných kontrolních mechanismů. Pro splnění nových, přísnějších podmínek stoupají požadavky na dokumentaci kvality výroby. Obzvláště v automobilovém průmyslu toto hraje velkou roli a nutí subdodavatele a dodavatele automobilového průmyslu k obdobným opatřením. Toto se týká i automatického šroubování.
Vedle volby vhodných parametrů jako je např. utahovací moment, úhel otočení, hloubka šroubování atd. jde především o hodnocení (posouzení) cílených výsledků.
Existuje řada nejrůznějších matematických modelů. Šroubování lze jednoduše provést - dle jednoduchých matematických postupů.

Měřicí řada:
Měřicí řada označuje řadu měřených hodnot, které jsou určeny za stejných podmínek. Pro vytvoření statistických údajů je minimální velikost měřicí řady deset hodnot, nejlépe 50 hodnot.
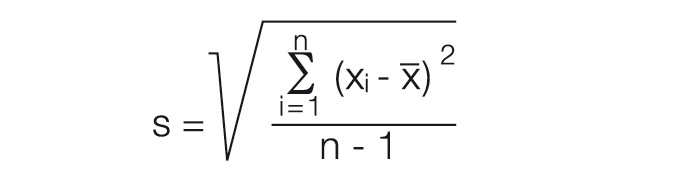
Standardní odchylka:
Standardní odchylka měřicí řady označuje rozdíl jednotlivých měřených hodnot na základě dosaženého průměru. Standardní odchylka se počíta dle následujícího vzorce:
Rozsah hodnot standardní odchylky se rozumí vždy jako interval ±.
Běžně je přesnost měřicího zařízení nebo nářadí udávána s relativní standardní odchylkou, což má pro výpočet dalších statistických údajů velký význam.
Význam dat normálního rozdělení:
Střední hodnota měřicí řady je hodnota, která s nejvyšší pravděpodobností nejvíce odpovídá skutečné hodnotě. Toto prohlášení platí pouze v případě velkého počtu měření. V praxi je minimální počet měřených hodnot 10, tak lze odhalit případné chyby, pokud si nastavíme rozdělení výsledků dle Gaussova normálního rozdělení. Dle této Gaussovy křivky na základě matematických vztahů platí následující:
68,26 % všech měřených hodnot je v rozsahu ± 1 s
95,44 % všech měřených hodnot je v rozsahu ± 2 s
99,73 % všech měřených hodnot je v rozsahu ± 3 s
99,99 % všech měřených hodnot je v rozsahu ± 4 s
Všechny tyto informace jsou vypočítané na základě pravděpodobnosti,nikdy neplatí jako absolutní hodnoty.
Platí, že mohou být dodrženy krouticí momenty s přesností <± 3 % standardní odchylky. Údaj 3 % je (vypočítaný) procentuální údaj standardní odchylky s ohledem na příslušnou střední hodnotu. V praxi se ukázalo, že tato hodnota je v mnoha případech u šroubováků DEPRAG mnohem nižší.