








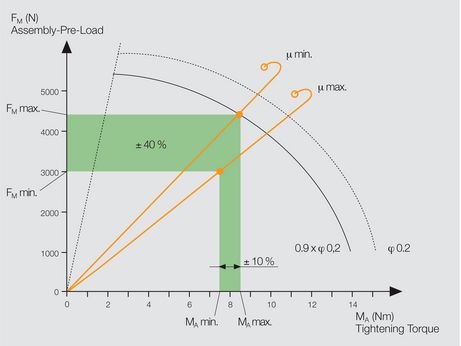
The problem with the torque-controlled tightening lays exclusively with the fluctuating friction-values. There are two different friction values, the thread-friction and the head-friction.
This means, that the despite these disadvantages, the torque-controlled tightening process is by far the most commonly used tightening process. This is because of a relative simple technical process.
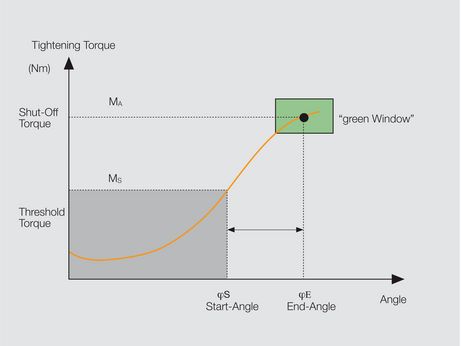
As additional variation, it is possible to overlay the torque-controlled tightening process with an angle-acquisition. Only in special cases, where for example changing material values on the product may occur, is it necessary to recognize additional. There, the actual assembly process is enforced unchanged. However, at a certain threshold, the post-tension angle is being controlled. So one could conceivably discover a missing seal because of a post-tension angle being too short or an insufficiently hardened part because of a post-tension angle being too long. Usually the threshold, from which the angle is counted, should lie between 20 % (hard screw-joint) and 80 % (soft screw-joint) of the final torque.



When using the so-called angle-controlled tightening process, both torque- and angle are used as the controlling factor. Here, the angle and not the torque is used during the final process. This means that the screw is being tightened to a predetermined threshold and then further rotated by a predetermined post-tension angle. The torque can additionally be monitored.
This procedure is an extremely rare application-case, which only finds use where a screw is tightened into plastic. In plastic, a continued tightening of the screw leads practically to no considerable torque increase, so that torque cannot be used as the controlling factor.
For the tightening of a screw into plastic, specifically detailed parameters must be kept. Moreover, the screw looses its reusability, since it is being molded during tightening.
This area is called elastic distortion, since after retraction of the load (Pre-Load/Torque) the distortion retracts as well. By reaching the tensional limit of the screw, the smooth increase of the screw levels off and the so-called plastic area of the deterioration is reached, which will not be reversed once the load is reduced. After overstepping the maximum load, the forming of the screw starts and the diagram ends with the destruction of the screw.
According to a design of the screw, this plastic area is very short or flat and elongated. One can easily recognize that a special screw with a wide plastic area is necessary to realistically apply an angle-controlled tightening process. With this particular procedure, friction influencing errors may be eliminated and the load capacity of the screw can be extended to its maximum.
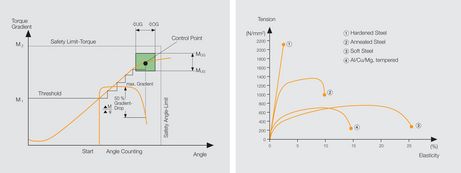
To avoid this disadvantage and above all else to escape the strong limitations of the tension screw, without having the friction-values again as a disadvantage, the so-called limit-value-controlled tightening process was developed. Also here, torque and angle are used as the controlling values. The declining pitch in the tension-/elasticity diagram is used as the shut-off criterion.
When viewing the tension-/elasticity diagram again, it is easy to see that the increase is first linear and then drops off once the limit-value is reached. The axial-strength is proportionally to the torque and the tension is proportionally to the angle. Mathematically, the increase of the curve is defined as the reduction of the function. If the reduction of the torque falls to approximately 50% of the angle benchmark, the limit-value is reached and the tightening process is completed. It is still possible to overlay this process with additional angle- and torque limits for additional safety.
This procedure reduces the known disadvantages of the fluctuating friction-value sand it also avoids restrictions of a selected screw. The screws to be used in the assembly may be dimensionally smaller, because of the added safetyby reaching the necessary assembly pre-load.
This procedure has however not been able to spread very far, since it requires a very extensive measuring effort with the associated high investment cost. Furthermore, for mass production this procedure necessitates constant circumstances on prefabricated parts and it also puts decidedly constructive limits on the screw-connection. It is mainly applicable when used with highly accurate steel connections, since the represented tension-/elasticty diagram is valid only there. Furthermore, this procedure is not realistically suitable for smaller torque values.
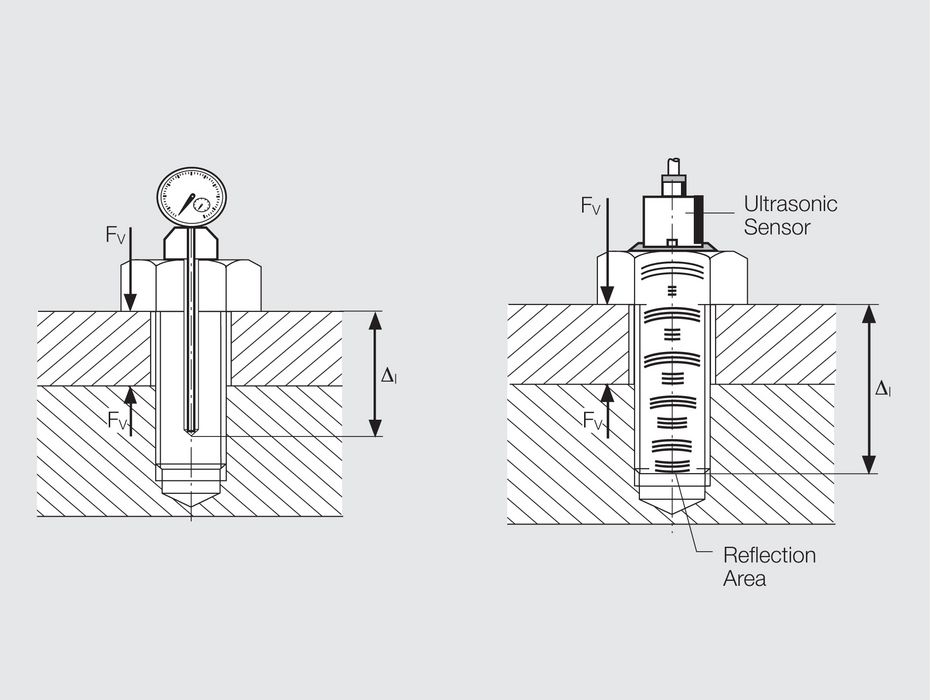
The mathematical context between the tension of the screw and the created pre-load is much more accurate than the connection between the torque and the pre-load. A direct tension measurement leads therefore to a much more accurate pre-load value. This can be accomplished for example by the mechanical measurement of a bore in the screw, which must be deeper than the clamping length of the used screw. However, this method is only suitable for special cases using large screws and it practically does not find many applications.
Ultrasonic Linear Measurement
Another method is to acquire a screw's tension using the time-measurement of an ultrasonic wave. To this an ultrasound-impulse is brought into the screw-head. The impulse multiplies throughout the screw, reflects on the shaft-end of the limit-surface steel/air and returns back to the screw-head. The time-difference between the 1st and 2nd impulse echo is used to measure the screw length. This measurement can be high-frequency, so that a high resolution can be reached with several thousand measurements per second.
Different tension conditions of the screw-material, as well as the temperature of the screw must still be compensated. This procedure has already been developed for series production of extreme sensitive safety screw-connections in the automotive industry. Still, even with this procedure, it is necessary to additionally monitor torque and angle.
This procedure requires special screws with an integrated sensor. Consequently, with each processed screw, an expensive sensor-element remains inside the assembled part.
Special Cases
Almost all previously described proceedings only apply to metric screw-connection into steel. In the practice, there is a multitude of screw-connections, especially sheet metal assemblies, self-drilling or self-forming screws as well as screw-connections with metallic screws in thermoplastic or thermo-setting plastics. It should be pointed out at this time that special tightening requirements apply for those assembly cases.
Basically, there is also a connection between obtained torque, friction values and the generated assembly pre-load. However, because of very different product material-characteristics, the context cannot be taken care of by the screw material-characteristics alone. With self-drilling or self-forming screws, additional error variables occur, requiring a so-called insertion torque.
Here, the constructively correct design of the screw-connection is very important. With the tightening of thread-forming and thread-cutting screws, high driving torque-values are necessary. These driving torque-values occur close to the seating torque-value. Only when the screw-connection is designed so that after the forming of the thread and prior to seating of the screw head, a free run-through is guaranteed, then the displayed connections of the torque-controlled tightening diagram apply.
It is however important that the torque shut-off is bridged during the driving of the screw, so that a premature shut-off of the screwdriver is avoided. Such a specialized case can be solved by our extraordinary SENSOMAT Screwdriver, which is available as a handheld- and stationary tool.
In other cases, where for example a thread is molded into a blind hole, it is necessary to not only achieve a final-torque but to also consider friction values and especially thread-forming values. Because of large fluctuations of the driving torque, the remaining inaccuracies of the obtained pre-load are in any case far higher than in the previously described standard cases. Especially with direct-drive into thermo-setting plastics, the right screwdriver speed is of great importance.
