Ever had to brush your teeth between shivers because the previous bathroom user tilted the window open and forgot to close it again? Extremely unpleasant! The cold creeps into the bathroom and then finds its way into the other rooms. It takes time for a piercing cold room to heat up again. This requires not only time, money is also spent unnecessarily. The experts are agreed on the benefits of proper ventilation: brief periods of ventilation several times a day promotes a healthy room climate, saves heating costs and aside from that, the contribution to climate protection is not insignificant. However how often is a tilted window left open and forgotten? The innovative window closer WINFLIP® is an effective remedy. After five minutes or up to a maximum of five hours this nifty device closes a tilted window without the need for electricity or batteries. It's impossible to forget!
Letting heat escape out the window is a thing of the past. Now you can open the window with a cord attached to the WINFLIP® das Fenster. Then in accordance with a previously set timer, the window closing device shuts the window. This world's first innovation is only just out on the market and has already won the coveted "Energy Globe Award 2008" in the category "air", which is awarded in Austria for particularly environmentally friendly innovations. At the market launch of WINFLIP®Austria's Environmental Minister Josef Pröll praised the automatic window closer: "In times of exploding energy costs and concerns about climate change, inventions such as these should be welcomed with open arms."
Helmut Katherl, inventor of WINFLIP® and electro engineering graduate of the School for Higher Technical Education in Braunau has brought his idea to maturity in the last 14 months. At the beginning of 2008 he founded WIN PRODUCTS GmbH in Frankenburg (Upper Austria). The engineer, who had up to this point been successful as a software developer, then registered a worldwide patent for his window closing device. Since the market launch of WINFLIP® he has already received large demands from specialist trade and building supplies stores. In 2009 production should be up to 2.5 million units. He has been fortunate in securing the famous German actress Eva Habermann for his marketing campaign.
Engineer Helmut Katherl's window closing devices are produced in Austria at sheltered workshops by handicapped people. Both the large quantities involved and accuracy necessary rule out manual assembly process. Automation systems had to be individually developed. The semi-automatic assembly system for the throttle valve, which is decisive for the proper function of WINFLIP® was developed by DEPRAG SCHULZ GMBH & CO. KG in Amberg, Germany. Here innovation and precision coincide with decades of experience in the fields of automation, screwdriving, air motors and air tools.
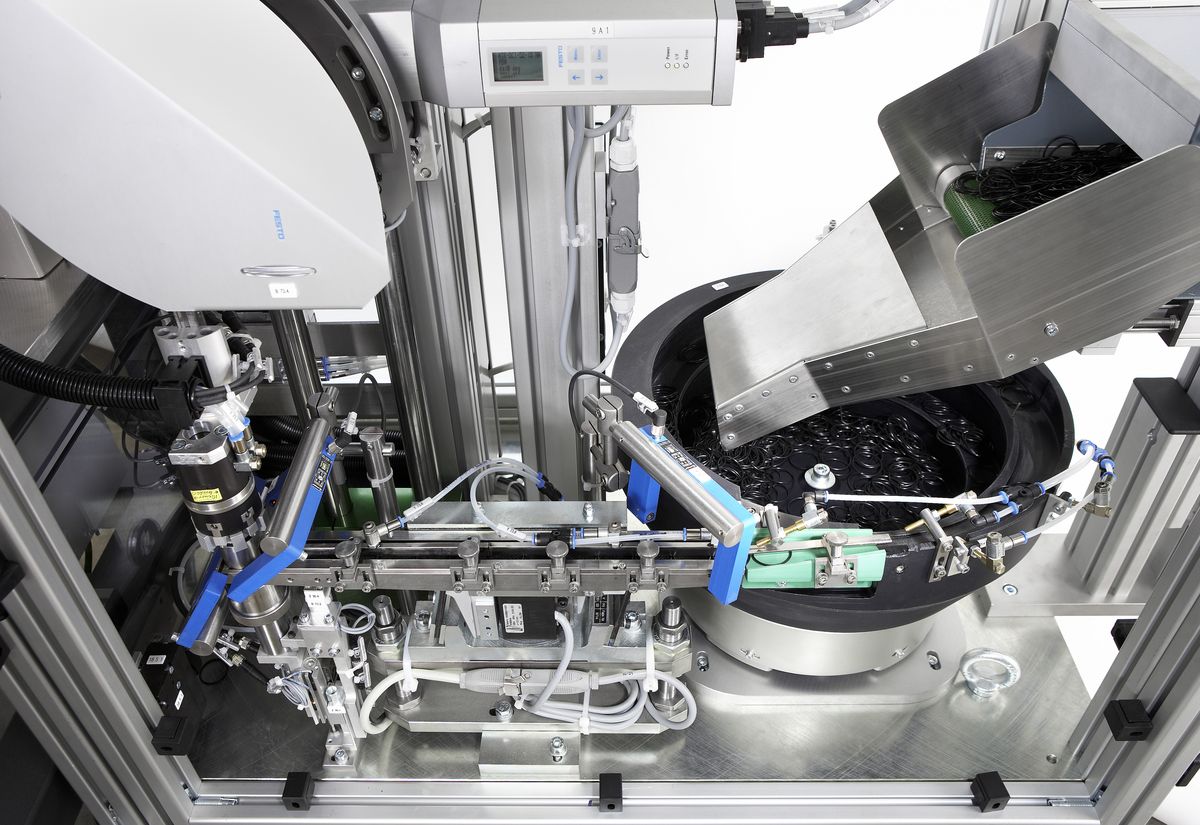
The DEPRAG engineers have constructed a six-station rotary table that assembled the throttle valve for the WINFLIP® window closing system using five components. Several insertion and assembly processes can be carried out simultaneously on this rotary table. Already after his first visit to see the assembly system in-house at DEPRAG, Helmut Katherl declared that: "DEPRAG has executed impressive and professional work". The assembly system incorporates components from almost all DEPRAG product families.
What is the function of the DEPRAG system assembled throttle valve in the WINFLIP® device and how exactly does the innovative window closer work? A cord is attached with a guide pulley to the window frame. One end of this leads into the WINFLIP® window closing system. The other end is pulled to open the window. In the process a pre-tightened spring is stretched inside the WINFLIP®cylinder and vacuum is created. Air flows through the throttle valve and the vacuum is balanced out again. Then pressure on the spring is relieved and retracts the cord, which is attached to the window frame: the window closes! Depending on how quickly the air streams in, the window closes after 5 minutes or up to 5 hours after opening (according to details from WIN PRODUCTS). The throttle valve produced on the semi-automatic DEPRAG rotary table must therefore be assembled with the utmost precision to guarantee the correct function of the WINFLIP® system
The four part rotary table consists of six stations. In the first station an operator inserts the end piece for the cylindrical WINFLIP® device into the assembly fixture. Next, the system checks the presence of the components and the end piece is accurately positioned in the fixture by a clamping device. This is necessary to guarantee the processing safety of the subsequent assembly steps. Once the operator clears the light curtain, the rotary table turns to the next station.
The following is carried out in station two After feeding and correct positioning, the component X-ring is picked up by a vacuum gripper and placed into the predetermined end piece slot using a two-axis handling system. A pneumatic cylinder inserts the X-ring at a precisely defined height; compliance with this height guarantees the sealing function of the inserted X-ring in the final throttle valve.
In station three a threaded insert is fed into a tiltable mouthpiece and pressed into the end piece to a specified height by a press-insertion tool. A subsequent depth sensor verifies this assembly step in regards to part-presence and accurate positioning.
A vibratory bowl feeder and a DEPRAG linear conveyer system isolate an O-ring and transport it into position via a 90° handling system in station four. The O-ring gripper carefully assembles the ring so that it is not damaged for its final function as a sealant. Also here, a subsequent depth sensory probe records the success of assembly
Station five has the task of feeding and assembling the valve screw into the throttle valve of the cylinder end piece. The valve screw is blow-fed by a
DEPRAG screwfeeding system through a feed hose directly into the swivel mouthpiece. A MICROMAT®-EC screwdriver (320E19-0005) is used for screw assembly. This tool has a torque range of 0.08 to 0.5 Nm and a speed of 120 to 1200 rpm. The valve screw is assembled to a torque of 0.15 Nm Afterwards, the valve screw is loosened to a defined angle. If required the torque and angle values obtained can also be recorded.
This procedure is extremely important for the final function of the WINFLIP®. The gap, which is created by reversing the screw to a defined angle, determines the air flow of the valve. More air flow determines that the window will be closed earlier; less air flow determines that the closing procedure is delayed. The tightening and loosening of the valve screw is controlled by the market success, DEPRAG AST10 controller. Again, a depth sensor verifies the presence of the valve screw at the end of this assembly step.
If all assembly steps are completed successfully, the assembly system identifies the assembled throttle valve as a "good part". A two-axis gripper removes the completed part from station six and places it onto the chute for goods packaging. Parts that are identified as "bad parts" are sent to station one, where they have to be removed manually by an operator. Thereafter, the operator loads a new end-piece into the machine to be assembled.
The cycle time depends on the operator of the semi-automatic system. The machine can only activate and index, once the operator has loaded the end piece. The best possible cycle time is 3 seconds per part.
The rotary-table system takes up very little space. With a dimension of 1.92 meters in length, 2.08 meters in width and 1.98 meters in height, the unit is extremely compact and therefore highly efficient. It is intended to operate in two shifts. It is intended to operate in two shifts and at an 85 percent capacity the daily output is approx. 16,000 components.
The system is easy to get to from all sides through service doors, which allow direct access to all relevant machine components.
A safety light curtain with LED display (red and green) ensures safe access when bad parts are removed and new end pieces are loaded.
A great advantage to customers is the fact that all standard components are based on DEPRAG automation and screwdriving technology and these products have been tried and tested in a wide variety of systems over many decades.
DEPRAG SCHULZ GMBH & CO. KG has their headquarters in Bavaria and is represented in over 50 countries worldwide with 600 employees. One of their main areas of expertise is the design of made-to-measure individual systems. Head of Export Stefan Wolfinger: "The assembly system for the company WIN PRODUCTS GMBH once again highlights DEPRAG's leading role as a supplier of "total solutions". All the essential key technologies come from our own house. All the essential key technologies come from our own house. DEPRAG takes over responsibility for the complete system - the client only has to deal with one contact partner".
Application-Link: http://www.winflip.info/
Press Contact:
Dagmar Dübbelde
DEPRAG SCHULZ GMBH u. CO. KG
Carl-Schulz-Platz 1
D-92224 Amberg
Tel: 09621 371-343
Fax: 09621 371-199
Email: d.duebbelde@deprag.de