Today's headrests form part of every vehicle's passive safety system. They reduce sudden impact on the sensitive spinal area at the base of the skull. One of the most important responsibilities of the automobile industry is to protect vehicle occupants from injury during car accidents. In the past year the number of traffic deaths has been reduced. On the streets of Germany there were 4,500 fatalities, which is 10% less than in the previous year. Increased vehicle safety is one reason for this reduction. Intelligent headrests, which automatically tilt forward in the event of a collision and support the head for valuable milliseconds, play a big part in this.
If a vehicle is brought to a violent stop by slamming on the brakes or by impact with an obstacle, the following occurs: According to the physical laws of inertia the car occupant's head shoots forward and then in the moment when the car comes to a standstill the head snaps back again. Without a headrest the neck would be stretched backwards beyond its physical limit. The medical consequences range from whiplash or contortion of the nerves, to cranium cerebral injury. Therefore, headrests are compulsory on the front seats of vehicles over 3.5 tons.
A headrest helps to prevent strain on the neck particularly during rear-end collisions. Innovative, so-called crash-“active headrests” go one step further. They prevent the head from snapping backwards and consequently help to prevent injuries to the neck.
Karl Meier, from the company Kamei, first invented safety headrests which he presented to the world in 1952. Since then the development of the automotive headrest resulted in the “active” version which automatically moves forward to support the head during accidents. In some headrests there are also flat screens built into the headrest as part of the car's multimedia system. Passengers in the rear of the car can then watch television, surf the internet or play computer games.
Crash-active headrests are part of the product spectrum of GRAMMER AG in Amberg. GRAMMER is an international company active worldwide in 17 countries with over 7,200 employees in 24 subsidiaries. GRAMMER specializes in the development and manufacture of components and systems for vehicle interiors as well as driver and passenger seats for off-road vehicles, heavy goods vehicles, buses and trains. In its top-selling business sector “Automotive” GRAMMER supplies amongst other components, headrests to well-known automobile manufacturers and sub-suppliers to the automobile industry.
How is a headrest produced? As a part of the passive safety system of a vehicle the components must be manufactured with the highest precision. Processing safety is top priority as all assembly steps must be electronically monitored and documented. GRAMMER AG recently awarded the automation specialist DEPRAG SCHULZ & CO. a contract for the development of a new assembly system for innovative crash-active headrests for front seats. These assembly systems are now producing Active Head rest systems in Poland and Mexico.
The “technical internal systems” of the crash-active headrest are assembled over 14 work stations. The active head rest consists of three major components, which are described as “ZB-release unit”, “Carrier-CAK” and “Slide”. There are two manual work stations at the start of the assembly line where operators manually position these core components of the head rest system on to a precision locating pallet along with two guide springs. An operator then releases the pallet with the sub-components to the automated assembly process: The remaining headrest systems are systematically assembled and tested by the automated stations.
Station 2 is an automatic inspection cell to insure that all necessary sub-components are present and in the correct position on the pallet.
Station 3 is also an inspection and assembly station: The “ZB-release unit” is tested with sensors: Is the label present? Are the manually positioned “centering devices” correctly configured? If yes, then the “ZB-release unit” can be inserted and snapped into the “Carrier-CAK”.
Now, Station 4 is reached: A linear conveyor system separates two guide-tubes per product, adjusts and positions them. Thereafter, two groove-pins are “blow-fed” and pressed into the “Carrier-CAK” and the guide-tube. The product continues to Station 5, where the lock-pin, which has been automatically presented, is pressed and anchored into the “Slide”.
Now, the interior of the head rest is manually equipped by an Operator on Station 6 with two pre-pressed guide springs. The guide springs are gathered by grippers, turned and placed into the “Carrier-CAK”. Station 7 verifies the process of Station 6 and then transports and separates two washers, which are placed onto the guide-tubes by a vacuum gripper.
The assembly of the crash-active headrest continues. On Station 8, the already inserted guide tubes are equipped with two springs, which are placed by dual-grippers. There are two empty Stations, which are reserved for future processing steps.
Now, the “Slide” is placed. The two pressure springs are inserted and pre-tensioned, the guide-tubes are placed and the “Slide” which was previously placed by the Operator onto the pallet, is inserted and locked (Station 11). The function of the “Slide” is to lightning-fast move the intelligent headrest to the head of the driver of passenger, in case of an accident. This effectively protects the head of the driver/passenger. The movement of the “Slide” is actually the most important function of the crash-active headrest. However, does this process function correctly?
There is a test that verifies the process in an emergency case: On Station 12, the “Release Unit” is verified by releasing the previously, completely assembled CAK-module and to make sure the function of the assembled headrest is fully tested. The test values, including date, time and operator ID-number is stored via data transfer to the attached computer. This data can be saved as an Excel-worksheet, for further processing and reading. Station 13 places a label, containing the test data from the previous station, onto the finished CAK-module .
Final Station for the assembled headrest module: An Operator removes and packages the final product which has been fully tested by the assembly system and found to be “OK”. Products that have been found NOT-OK are immediately removed by the system. The display panel for the Operator indicates the corresponding error message and the part is reworked on the repair station (Repa-Station).
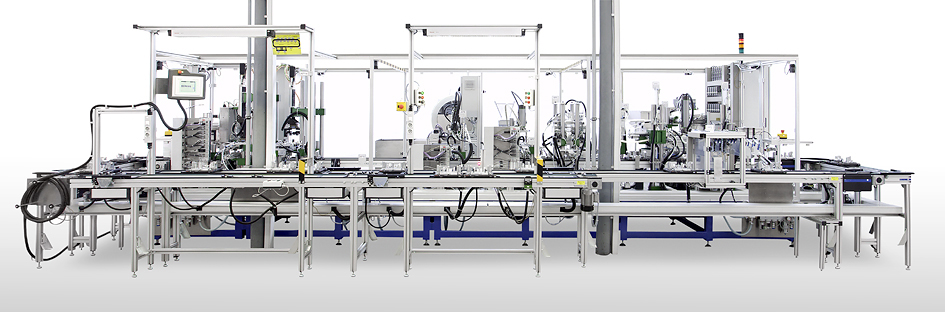
The headrest assembly station, made by DEPRAG SCHULZ GMBH & CO. KG in Amberg (Bavaria) measures 8.34-meters long, 2.55-meters wide and 2.4-meters high (without Feeders). The complete machine with all components weighs 9,500 Kilogram. The machine's cycle time is less than 10-seconds, which means that more than 260 headrests are produced each hour.
Custom made, application specific automation is one of the main areas of expertise at DEPRAG. Their engineers have over 75 years of experience in providing solutions for almost every sector of industry. In cooperation with their clients they develop top quality and cost-effective systems. We use the close relationship with our customer to develop technically perfect and yet affordable assembly equipment.
About DEPRAG:
DEPRAG SCHULZ GMBH & CO. KG, based in Amberg, Germany, is an international leader in the areas of screwdriving technology, automation, air motors and industrial tools. The company is represented by 600 employees in 39 countries around the world and since 1931 has offered a full service portfolio for almost every industry.
Screwdriving Technology:
With our large product rage, every conceivable tightening-requirement of today's industry requirement can be fulfilled.
No matter whether the requirement includes, screw-tightening, measuring, feeding, documenting or analyzing of fasteners - we offer a total-solution, which is tailored to fit the customer's application.
Automation:
Custom-made and individually adapted automation is a core competence of DEPRAG, The product portfolio also includes innovative screwdriving- and feeding equipment. Most or all of the main components are made in their own production facility. This holds a huge advantage for customers when designing and building automation: All centralized components of the assembly machine are coming from one supplier and complicated responsibility issues between component manufacturer and machine builder are avoided.
Air Motors:
With our wide range of air motors, we can supply safe and robust drive systems. Air Motors are use where a overload-safe and powerful drive is needed, especially for applications where standard drive technology cannot keep rotating.
Industrial Power Tools:
DEPRAG power tools excel because they are durable, powerful and easy to use. Those tools allow a fatigue-free operation, even when used in hard-to-access areas.
Additional Information on DEPRAG can be found on the web at: www.deprag.com
About Grammer:
Grammer AG, located in Amberg, is specialized in the development and manufacturing of components and systems for passenger vehicles, as well as driver- and passenger-seats for off-road vehicles, trucks, buses and trains. Grammer strongest selling products include “automotive” headrests, armrest and center consoles as well as integrated car-seats for car manufacturers and automotive sub-suppliers. The second product line “seating systems”includes the segments driver- and passenger seats. Grammer is a market leader in the area of driver seats for trucks and off-road vehicles, both for new vehicles and also in the refit sector. Grammer also supplies passenger seats to train manufacturers and train operators. Grammer operates with 24 consolidated corporations in 17 countries with over 7,200 employees. GRAMMER shares are traded in S-DAX and are also handled on the electronic platform Xetra in the stock markets in Munich and Frankfurt as well as in the open markets in Stuttgart, Berlin and Hamburg.
Please find additional information for Grammer on the web at: www.grammer.com
Press Contact:
Dagmar Dübbelde
DEPRAG SCHULZ GMBH u. CO. KG
Carl-Schulz-Platz 1
D-92224 Amberg
Tel: 09621 371-343
Fax: 09621 371-199
Email: d.duebbelde@deprag.de